 Local heat treatment units
Local heat treatment units
Equipment for local and volumetric PWHT (heat treatment of welded joints)
EN

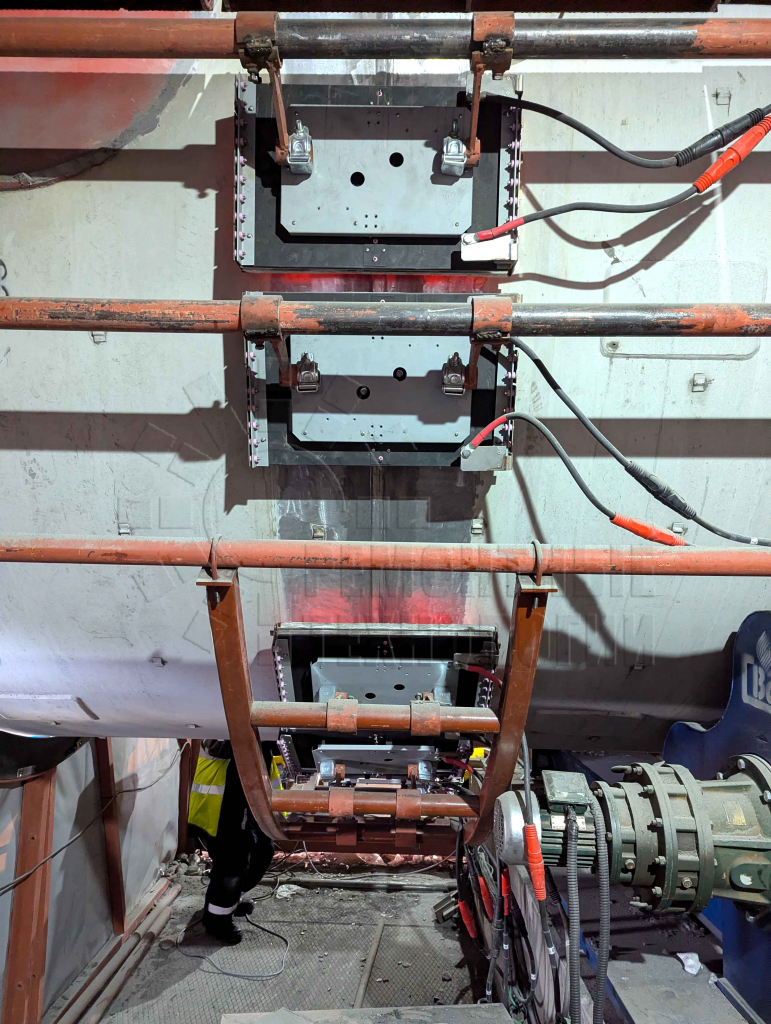
Steam generator PWHT
PWHT of closing joint on the head to steam generator welded joint
More information
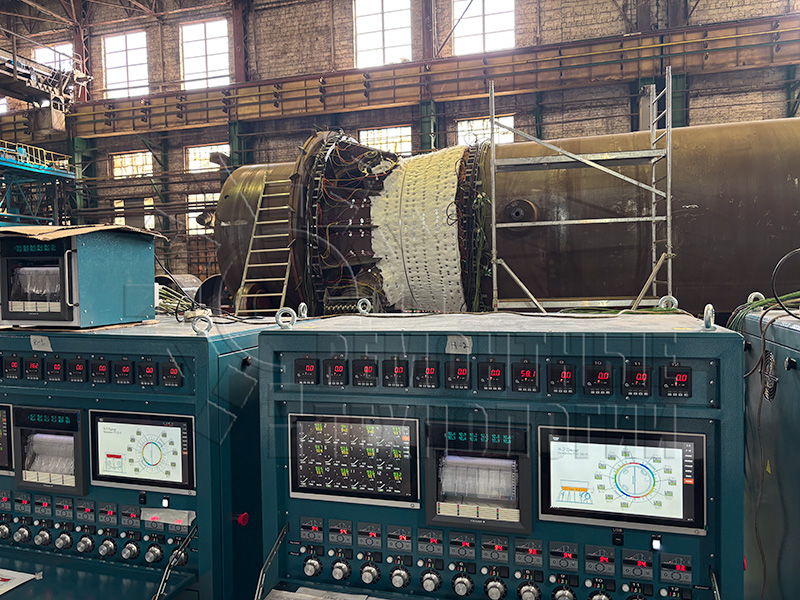
Electrical furnace for PWHT
Manufactured and tested the electrical PWHT furnace control system for reactor welded joints
More information
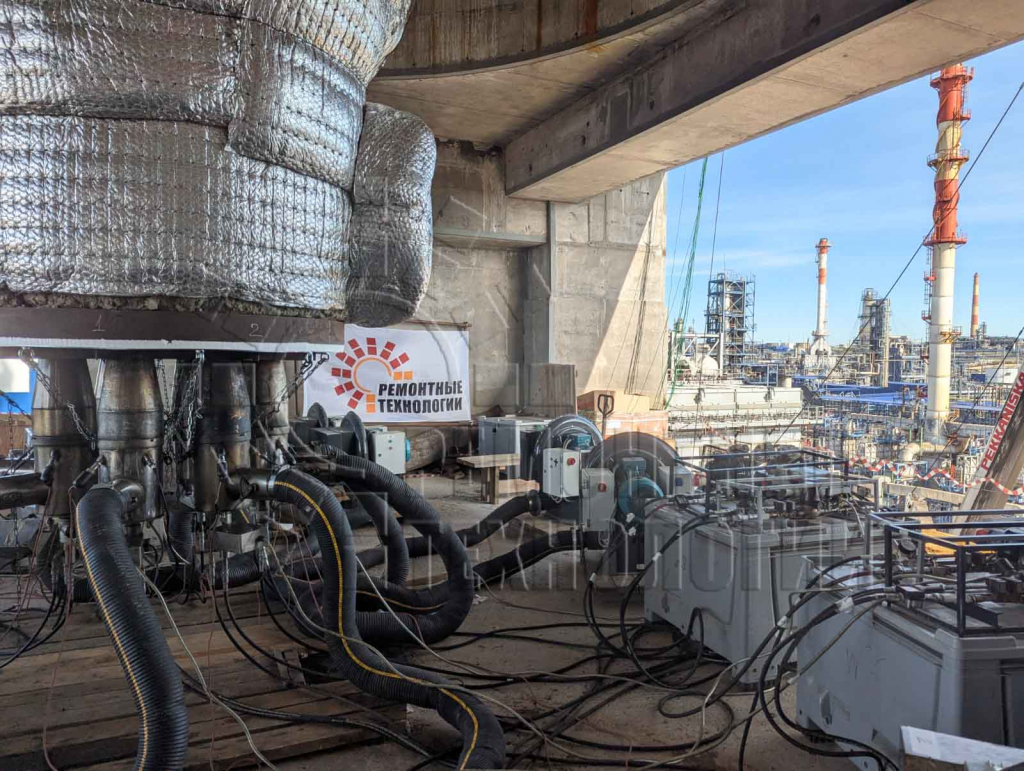
Volumetric heat treatment in Eastern Siberia
Heat treatment of a ball tank with a volume of 2000 m3
More information

About us
we have been producing equipment for heat treatment of welds for more than 20 years
More information
Repair of model PT150-12 unit
More information

Catalogue of equipment
After receiving your request we shall immediately send you our full catalogue of equipment, consumables and spares for local heat treatment (PWHT or preheating) of welded joint.
Send request






Our company produces the equipment for heat treatment of pipes after welding more than 20 years.
We are constantly developing in order to remain the best.
News
News archive Out-of-furnace heat treatment of the column body welds
Out-of-furnace heat treatment of the column body welds
 Control of heat treatment on Sakhalin
Control of heat treatment on Sakhalin
 Volumetric heat treatment of 3 containers
Volumetric heat treatment of 3 containers
 Training with a quality mark
Training with a quality mark
 Volumetric heat treatment of 7 spherical tanks with a volume of 600m3
Volumetric heat treatment of 7 spherical tanks with a volume of 600m3
 Our 2025
Our 2025
 Out-of-furnace thermal treatment of the coke chamber
Out-of-furnace thermal treatment of the coke chamber
 We are 25 years old!
We are 25 years old!
 Local heat treatment of the device
Local heat treatment of the device
 Local heat treatment of 8 pipe bends
Local heat treatment of 8 pipe bends
 Local heat treatment of drum body sections
Local heat treatment of drum body sections
 Happy New Year 2025!
Happy New Year 2025!
 Volumetric heat treatment of the stripping column
Volumetric heat treatment of the stripping column
 Heat treatment of the welds of 4 gas turbine elements
Heat treatment of the welds of 4 gas turbine elements
 Furnace heat treatment of pipes
Furnace heat treatment of pipes
 Happy New Year!
Happy New Year!
 Local heat treatment of the closing weld
Local heat treatment of the closing weld
 Off-furnace reactor heat treatment
Off-furnace reactor heat treatment
 Heat treatment of welded joints of gas turbine elements
Heat treatment of welded joints of gas turbine elements
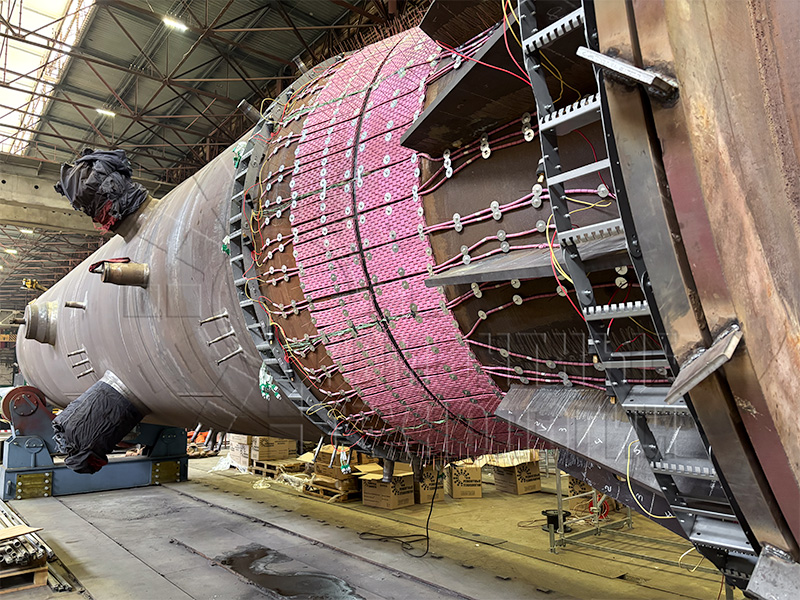
 Heat treatment of welds for the nuclear industry
Heat treatment of welds for the nuclear industry
 Volumetric heat treatment in Eastern Siberia
Volumetric heat treatment in Eastern Siberia
 Volume heat treatment of the desorber
Volume heat treatment of the desorber
 Volume heat treatment of the separator
Volume heat treatment of the separator
 Equipment for preheating before and during welding
Equipment for preheating before and during welding
 Introduction of equipment for local heat treatment of welded joints
Introduction of equipment for local heat treatment of welded joints
 PT150-12 unit tests
PT150-12 unit tests
 Temperature field check during product heating
Temperature field check during product heating
 Delivery of heat treatment equipment to Uzbekistan
Delivery of heat treatment equipment to Uzbekistan
 Temperature control during heat treatment
Temperature control during heat treatment
 Volume heat treatment of gas splitter
Volume heat treatment of gas splitter
 Austenization of welded joints
Austenization of welded joints
 Invertors for heat treatment
Invertors for heat treatment
 Preheating during welding at Atommash
Preheating during welding at Atommash
 Summing up the results of 2020
Summing up the results of 2020
 Happy New 2021 Year!
Happy New 2021 Year!
 Complex heaters for heat treatment
Complex heaters for heat treatment
 Infrared heating
Infrared heating
 Complex for heat treatment of welded joints
Complex for heat treatment of welded joints
 We performed local heat treatment of steam generator at Atommash
We performed local heat treatment of steam generator at Atommash
 Heat treatment of welded joints at Customer's object
Heat treatment of welded joints at Customer's object
 Preheating during welding
Preheating during welding
 Delivery to Uzbekistan
Delivery to Uzbekistan
 Beware of fakes!
Beware of fakes!
 COVID-19
COVID-19
 Inventer lineup
Inventer lineup
 Our partners
Our partners
 Heat treatment of pipelines in a temporary furnace
Heat treatment of pipelines in a temporary furnace
 Heat treatment of welded joints in AEM technology
Heat treatment of welded joints in AEM technology
 Welding with preheating
Welding with preheating
 The importance of heat treatment
The importance of heat treatment
 Heat treatment of ball tanks
Heat treatment of ball tanks
 Heat treatment of the drum welded joint
Heat treatment of the drum welded joint
 We expand assortment with new 9 kVA PWHT single-channel unit
We expand assortment with new 9 kVA PWHT single-channel unit
 Local heat treatment of column's closing joint
Local heat treatment of column's closing joint
 Furnace heat treatment
Furnace heat treatment
 Heating and post-weld heat treatment of the pillar weld to the body
Heating and post-weld heat treatment of the pillar weld to the body
 Heat treatment of reservoirs equipment
Heat treatment of reservoirs equipment
 Preheating while welding during rotation
Preheating while welding during rotation
 Teaching local heat treatment of welds to students
Teaching local heat treatment of welds to students
 Local heat treatment by RT units
Local heat treatment by RT units
 Post-welded heat treatment equipment succesfully supplied to our customers
Post-welded heat treatment equipment succesfully supplied to our customers
 The heat treatment of welded joints in Belarus
The heat treatment of welded joints in Belarus
 Heating elements for heat treatment of complex structures of welded joints
Heating elements for heat treatment of complex structures of welded joints
 Supplement of equipment for local heat treatment of welded joints
Supplement of equipment for local heat treatment of welded joints
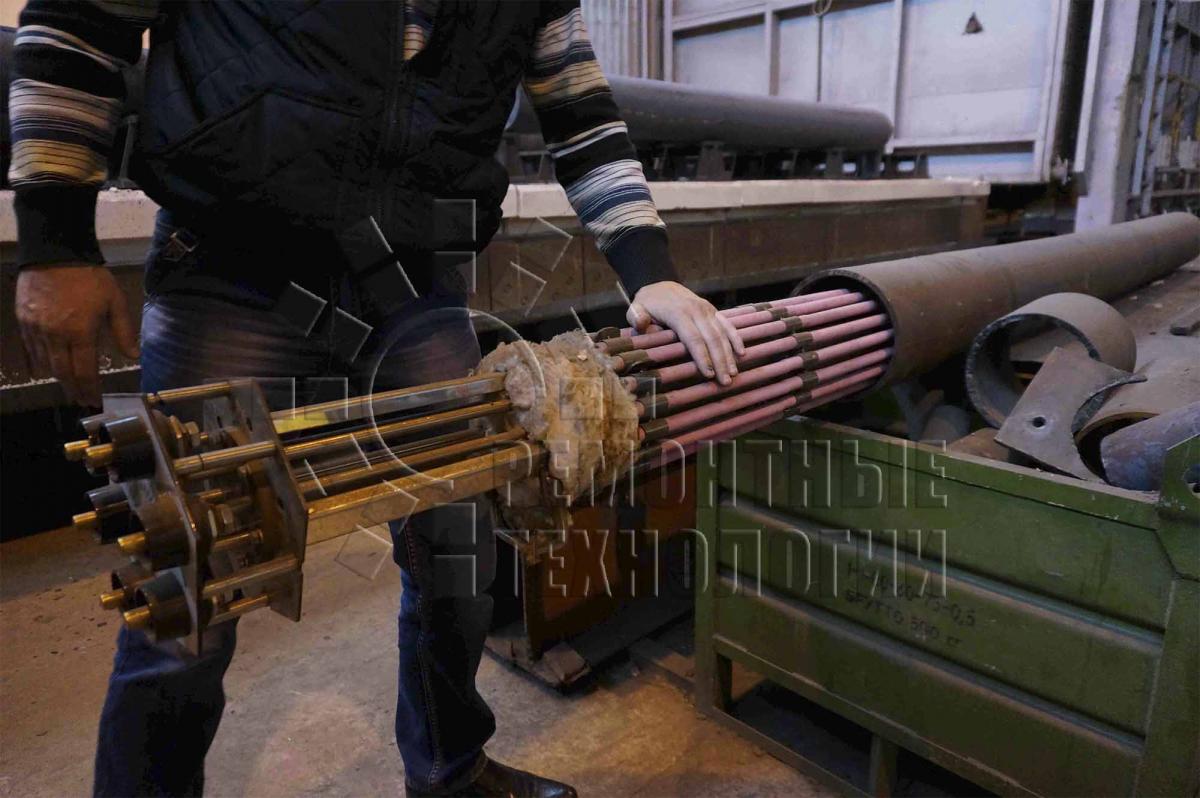
 Heat treatment of welded joints of heat exchanger's tube grids
Heat treatment of welded joints of heat exchanger's tube grids
 Local heat treatment of welded joints
Local heat treatment of welded joints
 Education of thermal operators to perform heat treatment
Education of thermal operators to perform heat treatment
 Volumetric heat treatment of the column at the Moscow refinery
Volumetric heat treatment of the column at the Moscow refinery
 Education in the local heat treatment of welded joints of customer's thermal operators
Education in the local heat treatment of welded joints of customer's thermal operators
 Out-of-furnace volumetric heat treatment of column welded joints
Out-of-furnace volumetric heat treatment of column welded joints
 New 220V inverter unit for local heat treatment of welded joints
New 220V inverter unit for local heat treatment of welded joints
 Heat treatment of welded joints during repair of a part of the "KS" body
Heat treatment of welded joints during repair of a part of the "KS" body
 Consumables for heat treatment of welded joints
Consumables for heat treatment of welded joints
 Heat treatment of welded joints
Heat treatment of welded joints
 The supplement of equipment for local heat treatment of welded joints
The supplement of equipment for local heat treatment of welded joints
 Heat treatment of welded joints of the column at the Moscow refinery by the volumetric method
Heat treatment of welded joints of the column at the Moscow refinery by the volumetric method
 Heat treatment of nickel alloy products
Heat treatment of nickel alloy products
 Large electric furnace for a customer from Kazakhstan
Large electric furnace for a customer from Kazakhstan
 Column at the Moscow refinery
Column at the Moscow refinery
 Our equipment for local heat treatment of welded joints with the help of heating elements in work process
Our equipment for local heat treatment of welded joints with the help of heating elements in work process
 A working trip to the Republic of Tatarstan
A working trip to the Republic of Tatarstan
 Education on the test bench
Education on the test bench
 Heat treatment of a complex welded joint
Heat treatment of a complex welded joint
 Education of thermal operators
Education of thermal operators
 Sphere tanks with a volume of 600 m3
Sphere tanks with a volume of 600 m3
 The participation in the development process of the regulatory standard "СТО 00220368-019-2017"
The participation in the development process of the regulatory standard "СТО 00220368-019-2017"
 We are still developing the special education of thermal operators.
We are still developing the special education of thermal operators.
 Post weld heat treatment process
Post weld heat treatment process
 Heat treatment of welded joints of the heat exchanger case
Heat treatment of welded joints of the heat exchanger case
 Heat treatment of pipeline welded joints
Heat treatment of pipeline welded joints
 Heat treatment equipment demonstration
Heat treatment equipment demonstration
 Usefulness and safeness of the work, that are our major points, during the work. And our customer from Belarus knows that.
Usefulness and safeness of the work, that are our major points, during the work. And our customer from Belarus knows that.
 Another customer is equipped with our equipment
Another customer is equipped with our equipment
 The supply of equipment for local heat treatment
The supply of equipment for local heat treatment
 Training specialists for effective work
Training specialists for effective work
 The next order was finished successfully. One more customer appreciates the safety and efficiency work.
The next order was finished successfully. One more customer appreciates the safety and efficiency work.
 Supply of the heat treatment centre
Supply of the heat treatment centre
 Heat treatment of welded joint of boiler's utilizer high-pressure drum
Heat treatment of welded joint of boiler's utilizer high-pressure drum
 Supply of heat treatment equipment set
Supply of heat treatment equipment set
 Education of thermal operators in Kazakhstan
Education of thermal operators in Kazakhstan
 Equipment supply and education of thermal operators
Equipment supply and education of thermal operators
 Equipment RT series at the "Atommash" factory for annealing welded joints
Equipment RT series at the "Atommash" factory for annealing welded joints
 The new temperature recorder is the best choice in combination with an inverter for heating welded joints.
The new temperature recorder is the best choice in combination with an inverter for heating welded joints.
 Heat treatment of the closing welded joint of the reactor case
Heat treatment of the closing welded joint of the reactor case
 Individual holder for the tails of the heating elements
Individual holder for the tails of the heating elements
 The new model of temperature recorder specifically for local heat treatment of welded joints
The new model of temperature recorder specifically for local heat treatment of welded joints
 The working trip to Kazakhstan, education of thermal operators
The working trip to Kazakhstan, education of thermal operators
 The supply of the heat treatment set
The supply of the heat treatment set
 We continue the education of thermal operators
We continue the education of thermal operators
 New machine for Capacitor discharge welding of thermocouples RT-1M-mini!
New machine for Capacitor discharge welding of thermocouples RT-1M-mini!
 Education Center successfully was opened! Education of thermal operators, on mobile units, for local heat treatment of welded joints
Education Center successfully was opened! Education of thermal operators, on mobile units, for local heat treatment of welded joints
 Heat treatment of the high-pressure welded joint metal thickness 200 mm
Heat treatment of the high-pressure welded joint metal thickness 200 mm
 Heat treatment preheating before and during the welding of the heat exchanger welded joints
Heat treatment preheating before and during the welding of the heat exchanger welded joints
 Education of heat treatment on a test bench of steel "P91 T91" (Russian standard)
Education of heat treatment on a test bench of steel "P91 T91" (Russian standard)
 The new model of the RT series cable rack
The new model of the RT series cable rack
 Heat treatment of the ending weld of the pressure compensator of the nuclear power plant
Heat treatment of the ending weld of the pressure compensator of the nuclear power plant
 High-temperature tests of a temporary furnace for annealing welded joints
High-temperature tests of a temporary furnace for annealing welded joints
 Supply of units and training of thermal operators for heating welded joints
Supply of units and training of thermal operators for heating welded joints
 Supply of equipment for heat treatment of welded joints in the Republic of Kazakhstan
Supply of equipment for heat treatment of welded joints in the Republic of Kazakhstan
 Education of thermal operators at the nuclear station
Education of thermal operators at the nuclear station
 Works in the conditions of the Far North heat treatment of welded joints of sphere tanks
Works in the conditions of the Far North heat treatment of welded joints of sphere tanks
 Local heat treatment of sheet steel
Local heat treatment of sheet steel
 Multichannel unit heat treatment of welded joints in the field
Multichannel unit heat treatment of welded joints in the field
 Local heat treatment of pipeline welded joints
Local heat treatment of pipeline welded joints
 Heat treatment of the thick-walled apparatus welded joint
Heat treatment of the thick-walled apparatus welded joint
 Deploying the equipment for preheating of major welded joints
Deploying the equipment for preheating of major welded joints
 Out-of-furnace heat treatment of 8 tanks welded joints
Out-of-furnace heat treatment of 8 tanks welded joints
 Education of thermal operators of working with new equipment for local heat treatment of welded joints
Education of thermal operators of working with new equipment for local heat treatment of welded joints
 Heat treatment of a welded joint of a thick-walled pipe
Heat treatment of a welded joint of a thick-walled pipe
 Replacing outdated equipment for heat treatment of welded joints
Replacing outdated equipment for heat treatment of welded joints
 Heat treatment of welded joints when replacing the furnace heating coil
Heat treatment of welded joints when replacing the furnace heating coil
 The volumetric out-of-furnace heat treatment of tanks welded joints for oil filtration was carried out
The volumetric out-of-furnace heat treatment of tanks welded joints for oil filtration was carried out
 Heat treatment of welded joints of the tube grid
Heat treatment of welded joints of the tube grid
 The supply of the equipment for local heat treatment of welded joints for the customer
The supply of the equipment for local heat treatment of welded joints for the customer
 The supply of equipment for local heat treatment of welded joints to the Republic of Belarus
The supply of equipment for local heat treatment of welded joints to the Republic of Belarus
 The column is in work! Out-of-furnace volumetric heat treatment with high-speed diesel burners
The column is in work! Out-of-furnace volumetric heat treatment with high-speed diesel burners
 New material! Thermal Mat for heat insulation of welded joints
New material! Thermal Mat for heat insulation of welded joints
 Heat treatment of pipe welded joints
Heat treatment of pipe welded joints
 Heat treatment of the welded joint thick-walled columns
Heat treatment of the welded joint thick-walled columns
 We continue working! Preheating and following heat treatment of the pipes of the heat exchanger tube grid
We continue working! Preheating and following heat treatment of the pipes of the heat exchanger tube grid
 Developing the Arctic! Education of thermal operators with the delivery of the unit for the local heat treatment of welded joints
Developing the Arctic! Education of thermal operators with the delivery of the unit for the local heat treatment of welded joints
 The novelty! Banding tape in the plastic unwinder for fastening heating elements during local heat treatment
The novelty! Banding tape in the plastic unwinder for fastening heating elements during local heat treatment
 Education of thermal operators to work on mobile units for local heat treatment of welded joints in Stavropol
Education of thermal operators to work on mobile units for local heat treatment of welded joints in Stavropol
 The supply of equipment for local heat treatment of welded joints in Novy Urengoy
The supply of equipment for local heat treatment of welded joints in Novy Urengoy
 The number of experienced thermal operators of mobile units operators for local heat treatment of welded joints is increasing.
The number of experienced thermal operators of mobile units operators for local heat treatment of welded joints is increasing.
 The facility in Tyumen is successfully completed volumetric out-of-furnace heat treatment of welded joints
The facility in Tyumen is successfully completed volumetric out-of-furnace heat treatment of welded joints
 The volumetric heat treatment of welded joints of the column in Tyumen continues.
The volumetric heat treatment of welded joints of the column in Tyumen continues.
 The heat treatment by high-speed burner welded joints of water cooler
The heat treatment by high-speed burner welded joints of water cooler
 Volumetric heat treatment of the closing welded joints of the vacuum column
Volumetric heat treatment of the closing welded joints of the vacuum column
 Out-of-furnace volumetric heat treatment of the column welded joints in the Kstovo is finished!
Out-of-furnace volumetric heat treatment of the column welded joints in the Kstovo is finished!
 New portable single-channel inverter unit for heat treatment of welded joints
New portable single-channel inverter unit for heat treatment of welded joints
 The first stage of the work on the out-of-furnace volumetric heat treatment of welded joints in Kstovo
The first stage of the work on the out-of-furnace volumetric heat treatment of welded joints in Kstovo
 The heat treatment of the closing welded joint of the thick-walled absorber
The heat treatment of the closing welded joint of the thick-walled absorber
 The "volumes" are overcome! (out-of-furnace heat treatment of welded joints)
The "volumes" are overcome! (out-of-furnace heat treatment of welded joints)
 The supply of equipment for local heat treatment of welded joints, as well as education of customer's thermal operators.
The supply of equipment for local heat treatment of welded joints, as well as education of customer's thermal operators.
 The austenization of welded joints in the Republic of Belarus
The austenization of welded joints in the Republic of Belarus
 The supply of the units set for local heat treatment with heating elements for a mineral fertilizer plant
The supply of the units set for local heat treatment with heating elements for a mineral fertilizer plant
 The education of thermal operators in Kazakhstan with the issuance of certificates
The education of thermal operators in Kazakhstan with the issuance of certificates
 The usage of our units for heat treatment during the competition "100 best goods of Russia".
The usage of our units for heat treatment during the competition "100 best goods of Russia".
 Another customer was equipped with the radiation heat treatment equipment.
Another customer was equipped with the radiation heat treatment equipment.
 The education of Turkish specialists in the heat treatment of welded joints with the certificate of the thermal operator issuance.
The education of Turkish specialists in the heat treatment of welded joints with the certificate of the thermal operator issuance.
 The heating of sleeve for a hot fit to the shaft using unit for local heat treatment of welded joints
The heating of sleeve for a hot fit to the shaft using unit for local heat treatment of welded joints
 The new heating element for preheating of collectors welded joints inside
The new heating element for preheating of collectors welded joints inside
 The replacement of the equipment for heat treatment of welded joints
The replacement of the equipment for heat treatment of welded joints
 The education of thermal operators in the heat treatment rules for welded pipe joints in Kazakhstan
The education of thermal operators in the heat treatment rules for welded pipe joints in Kazakhstan
 Heat treatment of the column welded joint with a 7200 mm diameter
Heat treatment of the column welded joint with a 7200 mm diameter
 The heat treatment of the rocket engine RD-180 welded joint
The heat treatment of the rocket engine RD-180 welded joint
 Robot for welding steam generator pipes joints with the using our production heating elements
Robot for welding steam generator pipes joints with the using our production heating elements
 The heat treatment of repair welded joints of the cement plant grinder
The heat treatment of repair welded joints of the cement plant grinder
 The heat treatment of the steam generator body bottom welded joint is no longer a problem
The heat treatment of the steam generator body bottom welded joint is no longer a problem
 The out-of-furnace volumetric heat treatment of the head of a column's welded joints
The out-of-furnace volumetric heat treatment of the head of a column's welded joints
 The testing of the preheating technology (with the following heat treatment) during welding the pressure tubes
The testing of the preheating technology (with the following heat treatment) during welding the pressure tubes
 The heat treatment of welded joints during the welding fittings to the body of the apparatus
The heat treatment of welded joints during the welding fittings to the body of the apparatus
 The work with CNIITMASH (preheating before and during the welding with a following heat treatment of the welded joints of the MCP)
The work with CNIITMASH (preheating before and during the welding with a following heat treatment of the welded joints of the MCP)
 Preheating of the welded joint during installing a split tee for tapping into the pipeline under pressure
Preheating of the welded joint during installing a split tee for tapping into the pipeline under pressure
 Heat treatment of welded joints in a field conditions
Heat treatment of welded joints in a field conditions
 Education of thermal operators for work with units for local heat treatment welded joints
Education of thermal operators for work with units for local heat treatment welded joints
 The rental of equipment for local pipe welds (joints) heat treatment
The rental of equipment for local pipe welds (joints) heat treatment
 Out-of-furnace volumetric heat treatment of apparatuses welded joints
Out-of-furnace volumetric heat treatment of apparatuses welded joints
 Heat treatment of the part of the welded joint during repairing a decomposer
Heat treatment of the part of the welded joint during repairing a decomposer
 Heat treatment of welded joints drainage underground tanks
Heat treatment of welded joints drainage underground tanks
 Preheating of welded joints before and during heat treatment on an oil platform.
Preheating of welded joints before and during heat treatment on an oil platform.
 Group local heat treatment of welded joints of the coil
Group local heat treatment of welded joints of the coil
 Out-of-furnace volumetric heat treatment of the apparatus welded joints with a help of high-speed gas burners
Out-of-furnace volumetric heat treatment of the apparatus welded joints with a help of high-speed gas burners
 The preheating of the welded joint during installing the repair sleeve 42 inches on the pipeline under pressure
The preheating of the welded joint during installing the repair sleeve 42 inches on the pipeline under pressure
 The heat treatment of the welded joint of the NPP (nuclear power plant) deaerator
The heat treatment of the welded joint of the NPP (nuclear power plant) deaerator
 Heat treatment of the pipeline from steel "P91" (Russian standard) welded joints during installation
Heat treatment of the pipeline from steel "P91" (Russian standard) welded joints during installation
 The heat treatment of heat exchanger fittings
The heat treatment of heat exchanger fittings
 The heat treatment of the turbine shaft
The heat treatment of the turbine shaft
 The austenization of a strongly bent taps
The austenization of a strongly bent taps
 The new technology for heat exchangers!
The new technology for heat exchangers!
 The heat treatment of reactor
The heat treatment of reactor
 Heat treatment during installing the boiler at the Bratsk Pulp and Paperboard Mill (PPM)
Heat treatment during installing the boiler at the Bratsk Pulp and Paperboard Mill (PPM)
 The heat treatment of the column in Tuapse
The heat treatment of the column in Tuapse
 The superheater heat treatment of the thermal power station
The superheater heat treatment of the thermal power station
 Heat treatment of complicated apparatus
Heat treatment of complicated apparatus
 Heat treatment before rolling
Heat treatment before rolling
 The supply of equipment to the new "Neftemash" plant
The supply of equipment to the new "Neftemash" plant
 Preheating during welding a column in Omsk
Preheating during welding a column in Omsk
 Thick-walled welded joints
Thick-walled welded joints
 Heat treatment of steel P91 (Russian standard) collectors
Heat treatment of steel P91 (Russian standard) collectors
 Heat Treatment of Tees
Heat Treatment of Tees
 Gas infrared preheating
Gas infrared preheating
 Heat treatment by channel heating elements
Heat treatment by channel heating elements
 The furnace control
The furnace control
 The interesting difficult case
The interesting difficult case
 Out-of-furnace volumetric heat treatment
Out-of-furnace volumetric heat treatment
 The pier
The pier
 Preheating during the manufacture of "XM" (Russian standard) pipes
Preheating during the manufacture of "XM" (Russian standard) pipes
 Far North
Far North
 Education in the north
Education in the north
 Ball valves for gas flow control
Ball valves for gas flow control
 The possibility of underwater preheating has appeared
The possibility of underwater preheating has appeared
 Heat treatment of T-joints
Heat treatment of T-joints
 The heat treatment of the circumferential welded joint tank
The heat treatment of the circumferential welded joint tank
 The heat treatment of the propeller screw
The heat treatment of the propeller screw
 Preheating before and during the following heat treatment
Preheating before and during the following heat treatment
 The prehearing during rotation
The prehearing during rotation
Local post-weld heat treatment of pipe welded joints
The characteristic signs of using an arc welding are the heterogeneity of metall structure, welded joint and heat-affected zone (HAZ) properties as well as welding stress presence, which appear immediately after the welding process.
Ununiform structure and properties of welded joint appear as the result of uneven heating. At the time, when the metal melts during the welding process, it reaches a temperature of 2000°C, while the surrounding metal layers are not so hot, so they retain a solid structure. Because of this, the strength of the welded joint often exceeds the strength of the other metal.
An area of metal arises along the welded joint and reaches a high temperature and then cools to the surrounding temperature during the process of welding. This area is called the heat-affected zone (HAZ).
All metals shrink with temperature drop. Cold metal layers confront the process in the area of welding joint and HAZ. As a consequence, it makes welding stress. Welding stresses can reach significant values close to the yield strength (250-350 MPa). Welding stresses are dangerous because they can cause cracks in welded joints, especially from alloyed steels. In addition steels cool quickly during the process of welding under production conditions, which leads to the formation of hardening structures in the welded joint and HAZ. It also contributes to the appearance of cracks. At high welded stress, a special type of destruction in the presence of certain chemicals can occur - stress corrosion cracking (SCC). For example, very low chloride concentrations can seriously affect usually resistant stainless steels.
Another problem is hydrogen. If there is water in the welding zone, it may appear under an electric arc. Water will be decomposed into oxygen and hydrogen, which will fall into the melted metal. The presence of hydrogen can lead to serious welding problems.
One of the main ways of solving these problems and increasing the reliability of welded joints is heating or post weld heat treatment (PWHT), as a result of which the level of welding stresses is reduced, the structure and properties of the joint metals are improved, and hydrogen is removed.

- Preheating before welding;
- Preheating during welding;
- Post weld heat treatment.
- Thermal rest (heat recovery);
- Stress relieving;
- Normalising;
- Annealing;
- Austenization.
The benefits of working with us
Experience
Portfolio Performing heat treatment of welds
Performing heat treatment of welds
 Using heating panels for preheating during welding
Using heating panels for preheating during welding
 Heating during welding
Heating during welding
 Volumetric heat treatment of the welds on the column part
Volumetric heat treatment of the welds on the column part
 Mounting heaters
Mounting heaters
 Heat treatment of welded joints of gas turbine elements
Heat treatment of welded joints of gas turbine elements
 Performing out-of-kiln heat treatment
Performing out-of-kiln heat treatment
 Carrying out heat treatment of the welds of the device
Carrying out heat treatment of the welds of the device
 Heat treatment of the welds of the machine
Heat treatment of the welds of the machine
 Heat treatment of welded joints of the machine
Heat treatment of welded joints of the machine
 Performing heat treatment of welds
Performing heat treatment of welds
 Out-of-furnace heat treatment of the coke chamber
Out-of-furnace heat treatment of the coke chamber
 Austenization of welded joints
Austenization of welded joints
 The heat treatment of the steam generator body bottom welded joint
The heat treatment of the steam generator body bottom welded joint
 The heat treatment of the rocket engine RD-180 welded joint
The heat treatment of the rocket engine RD-180 welded joint
 The new heating element for preheating of collectors welded joints inside
The new heating element for preheating of collectors welded joints inside
 The heating of sleeve for a hot fit to the shaft using unit for local heat treatment of welded joints
The heating of sleeve for a hot fit to the shaft using unit for local heat treatment of welded joints
 The austenization of welded joints in the Republic of Belarus
The austenization of welded joints in the Republic of Belarus
 The heat treatment of the closing welded joint of the thick-walled absorber
The heat treatment of the closing welded joint of the thick-walled absorber
 Out-of-furnace volumetric heat treatment of the column welded joints in the Kstovo is finished
Out-of-furnace volumetric heat treatment of the column welded joints in the Kstovo is finished
 Volumetric heat treatment of the closing welded joints of the vacuum column
Volumetric heat treatment of the closing welded joints of the vacuum column
 The facility in Tyumen is successfully completed volumetric out-of-furnace heat treatment of welded joints
The facility in Tyumen is successfully completed volumetric out-of-furnace heat treatment of welded joints
 Heat treatment of the welded joint thick-walled columns
Heat treatment of the welded joint thick-walled columns
 Heat treatment of the closing welded joint of the reactor case
Heat treatment of the closing welded joint of the reactor case
 Heat treatment of welded joint of boiler's utilizer high-pressure drum
Heat treatment of welded joint of boiler's utilizer high-pressure drum
 Heat treatment of welded joints of the heat exchanger case
Heat treatment of welded joints of the heat exchanger case
 Post weld heat treatment process
Post weld heat treatment process
 The prehearing during rotation
The prehearing during rotation
 The heat treatment of the propeller screw
The heat treatment of the propeller screw
 The possibility of underwater preheating has appeared
The possibility of underwater preheating has appeared
 The furnace control
The furnace control
 Heat treatment by channel heating elements
Heat treatment by channel heating elements
 Gas infrared preheating
Gas infrared preheating
 Heat treatment of steel P91 (Russian standard) collectors
Heat treatment of steel P91 (Russian standard) collectors
 Preheating during welding a column in Omsk
Preheating during welding a column in Omsk
 The heat treatment of the turbine shaft
The heat treatment of the turbine shaft
 The heat treatment of the welded joint of the NPP (nuclear power plant) deaerator
The heat treatment of the welded joint of the NPP (nuclear power plant) deaerator
 The preheating of the welded joint during installing the repair sleeve 42 inches on the pipeline under pressure
The preheating of the welded joint during installing the repair sleeve 42 inches on the pipeline under pressure
 Group local heat treatment of welded joints of the coil
Group local heat treatment of welded joints of the coil
 The volumetric heat treatment of welded joints of the column in Tyumen continues
The volumetric heat treatment of welded joints of the column in Tyumen continues
 The column is in work! Out-of-furnace volumetric heat treatment with high-speed diesel burners
The column is in work! Out-of-furnace volumetric heat treatment with high-speed diesel burners
 Heat treatment of the ending weld of the pressure compensator of the nuclear power plant
Heat treatment of the ending weld of the pressure compensator of the nuclear power plant
 Heat treatment preheating before and during the welding of the heat exchanger welded joints
Heat treatment preheating before and during the welding of the heat exchanger welded joints
 Sphere tanks with a volume of 600 m3
Sphere tanks with a volume of 600 m3
Contact Information
Working hours:
from 9:00 till 17:30
(Moscow time, UTC-3)
Days off: Saturday, Sunday
Email:
Address:
400066 Volgograd, Donetskaya str., 16
© 2026
GC Repair Technologies Ltd.
All rights reserved
Unauthorised copiyng is prohibited
GC Repair Technologies Ltd.
All rights reserved
Unauthorised copiyng is prohibited
The presented information is given only for information purposes and can not be considered as public offer.
Disclaimer


Disclaimer
We use cookies to improve website performance.
Privacy Policy